I’ve been trying to determine the best feed rate for cutting MDF on my Shapeoko CNC router with a 1/4-inch bit. The manufacturer’s recommendation is very conservative and slow, and I don’t trust the other recommendations I’ve found. So I decided to cut a large number of identical 2D pockets at different speeds to determine for myself what the best feed rate is for this kind of operation.… Read the rest
Shapeoko CNC Router
3D Printed Shapeoko Power Supply Mount
 Here is the STL file for a 3D printed power supply mount that I designed for my Shapeoko 3 CNC router. You can also download the Fusion 360 file if you want to make some changes.
Here is the STL file for a 3D printed power supply mount that I designed for my Shapeoko 3 CNC router. You can also download the Fusion 360 file if you want to make some changes.
The walls are probably much thicker than they need to be, but the power supply is big and a little heavy and I didn’t want this holder to ever break. … Read the rest
Myers Shapeoko Fence – Fusion 360 Remix
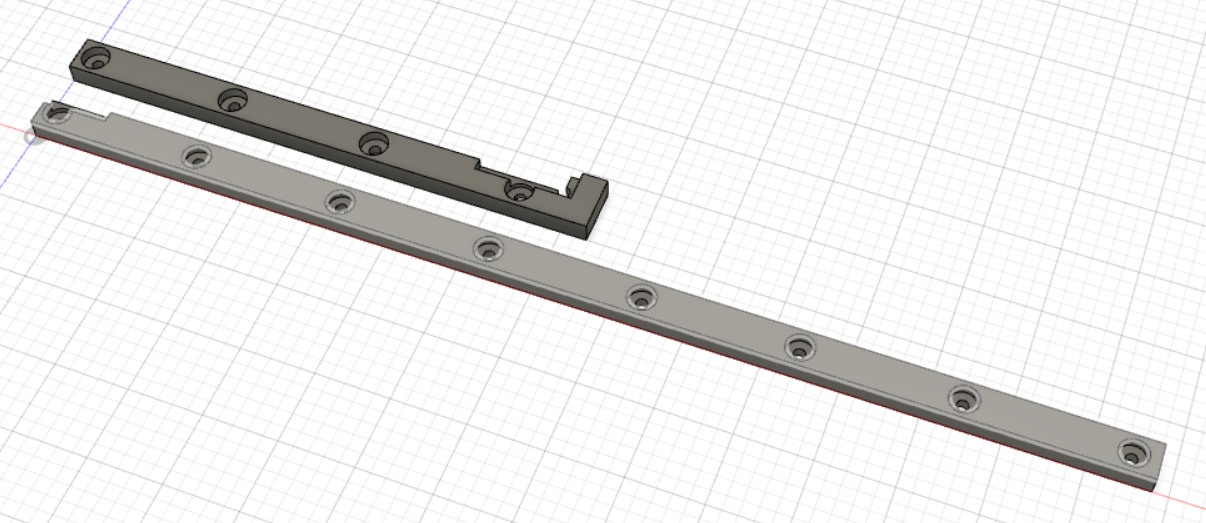
Like many, I’m using the wasteboard, fence and cam clamps that Ben Myers designed for the Shapeoko CNC router. They are excellent and I’ve learned a lot from his many CNC tutorials, so I’ve purchased them all from his Etsy store. Unfortunately, the XL size fence file seems to contain a mistake.… Read the rest